飞秒激光与其它激光加工有什么不同?
据理论从原理上进行分析和阐述。在这里,我们指的飞秒激光是指脉宽为1-1000 fs(1 fs=10-15s)的激光,其它激光是指脉宽大于1000 fs(1 ps)的脉冲激光或连续激光。
激光加工过程中需要考虑激光的波长、能量(或功率)、脉宽、频谱、脉冲频率、偏振、相位等因素,同时还要考虑聚焦系统以及扫描速度和方向,被加工对象物质的组成、结构和形态,甚至是物质所处的环境条件如温度和气氛。脉宽是其中一个非常重要的具有普遍影响的激光参数。为简单起见,下面的讨论假设其它条件基本相近(其实这个条件很难成立),只是脉宽不同的情形。飞秒激光也主要是指现在用得最多的钛宝石以及Yb3+掺杂晶体和光纤激光器为主,波长在1 μm附近的近红外的飞秒激光。
飞秒激光系统很贵
飞秒激光现在已开始用于切割、钻孔、焊接、打标、剥离、修复等加工领域,但应用还不是很普遍。一方面是很多情形其它激光也用得很好,另一方面是飞秒激光很贵。飞秒激光的价格比长脉冲激光和连续激光要贵很多。其它参数相近的飞秒和皮秒激光有时也会相差几十万元。
飞秒激光贵的原因主要有:
1)根据傅里叶变化关系,要产生超短飞秒脉冲必须具有宽光谱的增益介质,譬如钛宝石。增益介质的带宽决定了最终能实现的脉宽。所以用作飞秒激光增益介质的要求会高一些,现在主要是钛宝石,部分Yb3+掺杂晶体和玻璃光纤;
2)飞秒激光脉冲一般需要通过锁膜技术来实现,用来加工的大脉冲能量的飞秒脉冲还需要进一步将低脉冲能量的飞秒脉冲通过脉冲展宽-放大-压缩的再生放大技术来实现,飞秒激光系统要用到加工精细的啁啾镜等光学元器件以及高功率抽运源,激光系统比较复杂。
飞秒激光特性很好
飞秒加工有不少优势,首先体现在精度高,其基于多光子吸收的特征和阈值效应以及加工过程中热效应可以忽略(也就是通常强调的冷加工)。这里应该注意,这是指单脉冲或脉冲频率比较低的情形,另外也只是相对而言,这里忽略了激光波长以及对象物质的特征等。
原理上,飞秒激光由于其脉宽很短,较低的脉冲能量就可以获得极高的峰值功率(脉冲能量/脉宽),当用物镜等进一步聚焦到材料时,由于焦点附近能量密度很高,能引起各种强烈的非线性效应。
激光加工可以认为是一种激光诱导反应,原理上分为诱导分子振动和电子激发。前者是热反应,后者与构成物质的原子外壳层电子关联的化学键相作用。考虑物质的能带结构,一般长波长激光如CO2激光利用的是分子振动导致的热反应,短波长激光如准分子激光利用的是电子激发产生的化学键的切断。
近红外飞秒激光加工通过多光子过程,也就是说虽然材料在激光波长(λ)没有线性吸收,但焦点附近的光强很高,通过同时吸收多个(n)光子,起到了将短波长(λ/n)的光拿到材料内部去照材料所产生的同样效果,实现有空间选择性的微观结构操控,而不影响表面结构,这是飞秒激光加工的另外一个优势。
因为多种非线性过程竞相参与,所产生的现象往往超过我们的预测和想像。飞秒激光与材料相互作用时,在此我们考虑在激光波长没有线性吸收的介质,首先是通过多光子吸收或电离等过程,激光能量沉积在电子体系中,进而通过一系列的能量传递和输送过程,导致材料的一系列变化。一般情况下,在激光辐照下,电子吸收光子被激发的时间在fs范围(脉冲作用过程中),随后发生电子-声子耦合,能量传递至晶格与晶格达到热平衡的时间在几个到几十ps量级。热扩散、材料熔融的时间尺度随着材料的不同而有所区别,基本在几十到几百ps的时间量级。材料表面烧蚀形成的时间为几百ps到ns不等。
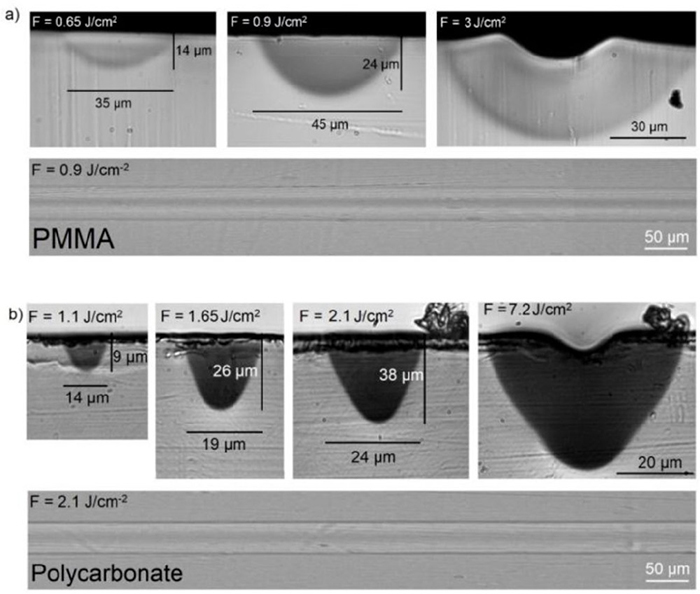
在纳秒及皮秒激光作用下,电子气中沉积的激光能量在激光脉冲照射材料的时间内就传给晶格,从而引起材料的加热、熔化甚至烧蚀,过程中热效应的作用明显。而飞秒激光的脉冲宽度小于电子-声子相互作用的时间尺度,电子气中沉积的激光能量来不及传给离子激光脉冲辐照就已经结束了。此时电子气的温度非常高,而离子的温度却很低,材料发生的是“冷”烧蚀过程,抑制了流体力学效应、热学效应等,加工的精度很高。已有不少工作比较了脉宽对激光加工的影响。从图1可以看出飞秒脉冲加工结构比较陡峭而干净,皮秒和纳秒激光存在热效应产生的隆起和残余。正是由于飞秒激光的高精度和“冷加工”特性,它可以广泛应用于微电子、航空航天等工业领域,也应用于医疗,如近视眼矫正、脑科手术等。
图1 不同脉宽激光在100 μm厚的不锈钢薄片上打孔的效果,左:80 ps 中:3.3 ns 右:200 fs


用于眼科的新型 30W 飞秒激光器

1040nm/520nm全光纤飞秒激光器和皮秒OPO的5大应用领域
光学参量振荡器——基于光谐振腔内参量放大的相干光源
锁模激光器——基于锁模技术发射超短脉冲激光器
一个锁模光纤激光器,居然也有这么多种类

Fluence推出了新的30W飞秒激光器,并将其应用于眼科领域
中红外飞秒激光器用于在聚合物表面的激光刻印

中红外激光器应用概述
中红外超连续谱:基础知识