超快激光--精密加工领域新一代主流
超快激光是精密加工领域新一代主流技术:超快激光器是指输出激光的脉冲宽度在皮秒(10-12秒)级别、或小于皮秒级别的脉冲激光器,根据输出激光的脉宽不同,超快激光器又可分为皮秒激光器、飞秒激光器、阿秒激光器等。
超快激光是能量激光领域最重要的技术方向之一,作为一种新兴的材料加工技术手段,在加工精度方面有着显著优势。随着技术的逐渐成熟和成本不断下降,超快激光市场有望在未来几年迎来爆发。
超快激光器是指输出激光的脉宽在皮秒(10-12秒)级别或小于皮秒级别的脉冲激光器,是激光器按照能量输出波形进行分类的一种。
激光器有多种分类方法,其中最常用的分类方法有四种,包括以工作物质分类、以能量输出波形(工作方式)分类、以输出波长(颜色)分类、以功率大小分类等。

其中,按照能量输出波形,激光器可以分为连续激光器、脉冲激光器、和准连续激光器。
连续激光器
在工作时间内连续输出稳定能量波形的激光器,其特点是功率较高,能够加工体积大、熔点高的材料,如金属板材等。
脉冲激光器
以脉冲形式输出能量,根据脉冲宽度,脉冲激光器可进一步分为毫秒激光器、微秒激光器、纳秒机关器、皮秒激光器、飞秒激光器、及阿秒激光器等;
例如,如果一台脉冲激光器所输出激光的脉宽在1-1000ns之间,我们称之为纳秒激光器,以此类推;我们将皮秒激光器、飞秒激光器、及阿秒激光器等,称作超快激光器。
脉冲激光器的功率远低于连续激光器,但加工精度高于连续激光器,且一般情况下,脉宽越窄,加工精度越高。
准连续激光器
介于连续激光器和脉冲激光器之间,可以在一定周期内重复输出比较高能量的激光,理论上来说也是一种脉冲激光器。
以上三种激光器的能量输出波形,也可以用“占空比”这个参数来描述,对于激光器来说,占空比可解释为在一个脉冲循环内,有激光能量输出的时间相对于总时间所占的比例。
在材料加工领域,最初脉冲激光器是连续激光器的过渡产品,这是由于早期受到核心元器件的承受能力、工艺水平等因素的影响,连续激光器的输出功率不可能很高,无法将材料加热到熔点以上从而达到加工的目的;若通过一定的技术手段,使激光的输出能量集中在单个脉冲上,这样虽然激光器的总功率没有发生变化,但在脉冲发生的时间点上的瞬时功率却大大提高,满足了材料加工的诉求。
后来连续激光器技术逐渐成熟,人们发现脉冲激光在加工精度上有很大的优势,这主要由于脉冲激光对材料的热效应更小,且激光脉宽越窄,热影响越小,加工材料边缘越平整(对应的加工精度越高)。
超快激光器也被称作“超强超短脉冲激光器”、“超短脉冲激光器”等,但我们更愿意称之为“超快激光器”,是因为这个定义与“超快现象”有关。
超快现象是指发生在物质微观体系中快速变化的物理、化学或生物过程中的一种现象:在原子分子体系中,原子及分子自身运动的时间尺度大约在皮秒到飞秒量级,如分子转动的周期在皮秒量级,振动的周期约在飞秒量级;当激光脉冲脉宽达到皮秒或飞秒级别,可以在很大程度上避免对分子整体热运动的影响(分子热运动是物质温度的微观本质),而在分子震动的时间尺度上对物质产生影响,使得在达到加工目的的同时,热效应大大降低。
与纳秒及毫秒激光器相比,超快激光器虽然整体功率更低,但由于其直接作用于材料分子震动的时间尺度,在真正意义上实现了冷加工,因此加工精度大大提高。
从用途来看,高功率连续激光器和超快激光器几乎不存在相互替代的关系,它们一个像板斧一个像镊子,尺寸各有短长。
非超快脉冲激光器的下游应用与连续激光器和超快激光器都分别有一些重合,从实际结果来看,同一用途下,其功率不如连续激光器,精度不如超快激光器,比较突出的是性价比。
尤其是纳秒紫外激光器,虽然其脉宽没有达到皮秒级别,但加工精度较其他颜色的纳秒激光器有较大提升,已比较广泛的应用于3C产品的加工制造,与超快激光器下游应用重叠度较大。未来随着超快激光器成本下降,可能会侵占纳秒紫外的市场。
就近年的市场情况来看,短脉冲与超短脉冲激光器是激光领域的一大热点,从事这一领域需要大量资金与人才资源的投入。目前,国内厂家正不断推进国产化替代,在这方面突破也将造福众多下游产业,提升国内激光产业竞争力。

用于眼科的新型 30W 飞秒激光器

1040nm/520nm全光纤飞秒激光器和皮秒OPO的5大应用领域
光学参量振荡器——基于光谐振腔内参量放大的相干光源
锁模激光器——基于锁模技术发射超短脉冲激光器
一个锁模光纤激光器,居然也有这么多种类

Fluence推出了新的30W飞秒激光器,并将其应用于眼科领域
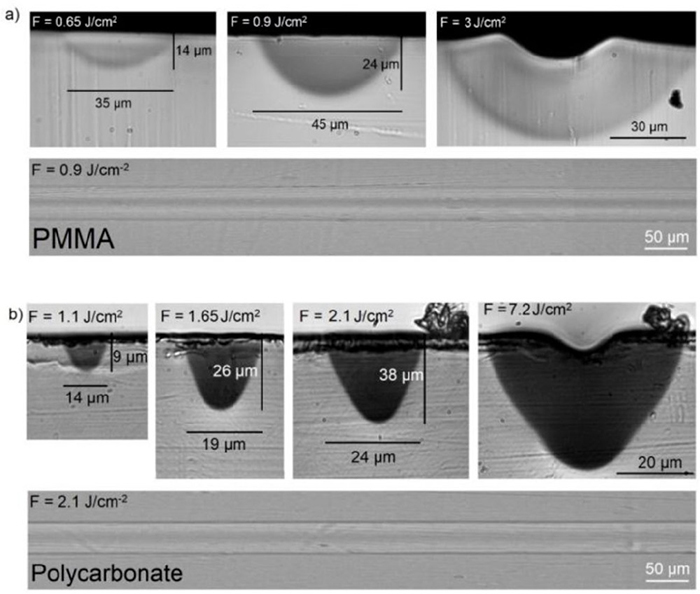
中红外飞秒激光器用于在聚合物表面的激光刻印

中红外激光器应用概述
中红外超连续谱:基础知识